¡Nosotros te llamamos!
Solicítalo y nuestro equipo te llamará para valorar en qué podemos ayudarte.
Solicítalo y nuestro equipo te llamará para valorar en qué podemos ayudarte.
Solicítalo y nuestro equipo de ingenieros realizará una visita a tu empresa o negocio para valorar en qué podemos ayudarte.

Para saber qué herramientas Lean se usan en Consultoría Estratégica de Operaciones vamos a usar, debemos conocer que la metodología LEAN RESULTAE tiene dos fases.
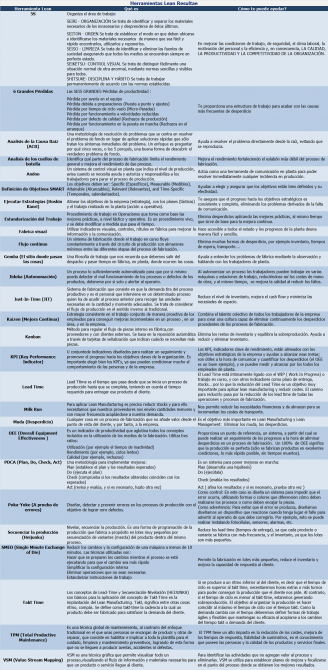
Así, vamos a examinar las herramientas lean más importantes que se usan en consultoría estratégica de operaciones, con una breve descripción y una breve explicación de cómo cada herramienta puede mejorar las operaciones de fabricación para elegir las que mejor se adaptan a tu empresa.
Muchas de estas herramientas se pueden utilizar de forma aislada, lo que hace que su puesta en marcha no sea compleja, y lo mejor de todo es que las herramientas se refuerzan y se complementan entre sí.
Lean Resultae es el modelo de negocio que permite organizar y gestionar el desarrollo de productos, servicios, operaciones, proveedores y las relaciones con los clientes .
De forma que se utilice menos esfuerzo, menos espacio, menos dinero, menos material y menos tiempo, y así conseguir hacer productos o servicios con menos defectos, menos problemas.
Lo más importante, de acuerdo con las necesidades de los clientes.
Los ingenieros de RESULTAE son especialistas en implantar mejoras y conseguir con resultados en éste área.
Organiza el área de trabajo:
En mejorar las condiciones de trabajo, de seguridad, el clima laboral, la motivación del personal y la eficiencia y, en consecuencia, LA CALIDAD, LA PRODUCTIVIDAD Y LA COMPETITIVIDAD DE LA ORGANIZACIÓN.
Cómo te puede ayudar
Te proporciona una estructura de trabajo para acabar con las causas más frecuentes de desperdicio
Una metodología de resolución de problemas que se centra en resolver el problema de fondo en lugar de aplicar soluciones rápidas que sólo tratan los síntomas inmediatos del problema.
Un enfoque es preguntar por qué cinco veces, o los 5 porqués, una buena forma de descubrir el verdadero problema de fondo.
Ayuda a resolver el problema directamente desde la raíz, evitando que se reproduzca.
Identifica qué parte del proceso de fabricación limita el rendimiento general y mejora el rendimiento de ése proceso.
Mejora el rendimiento fortaleciendo el eslabón más débil del proceso de fabricación.
Un sistema de control visual en planta que indica el nivel de producción.
Avisa cuando se necesita ayuda y autoriza y responsabiliza a los trabajadores para parar el proceso de producción.
Actúa como una herramienta de comunicación en planta para poder resolver inmediatamente cualquier incidencia en producción.
Los objetivos deben ser: Specific (Específicos), Measurable (Medibles), Attainable (Alcanzables), Relevant (Relevantes), and Time-Specific (Temporales, calendarizados).
Ayudan a elegir y asegurar que los objetivos están bien definidos y su efectividad.
Alinear los objetivos de la empresa (estrategia), con los planes (tácticas) y el trabajo realizado en la planta (acción u operativa).
Te asegura que el progreso hacia los objetivos estratégicos es consistente y completo, eliminando los problemas derivados de la falta de comunicación.
Procedimiento de trabajo en Operaciones que toma como base las mejores prácticas, a nivel táctico y operativo.
Es un procedimiento vivo, y se debe modificar a medida que pasa el tiempo.
Elimina desperdicios aplicando las mejores prácticas, al mismo tiempo que sirve de base para la mejora continua.
Utilizar indicadores visuales, controles, rótulos en fábrica para mejorar la información y la comunicación.
Hace accesible a todos el estado y los progresos de la planta de una manera fácil y sencilla.
Un sistema de fabricación donde el trabajo en curso fluye constantemente a través del circuito de producción con almacenes mínimos entre las diferentes etapas del proceso de fabricación.
Elimina muchas formas de desperdicio, por ejemplo inventario, tiempos de espera, transporte….
El sitio donde pasan las cosas
Una filosofía de trabajo que nos recuerda que debemos salir del despacho y pasar tiempo en fábrica, en planta, donde ocurren las cosas.
Ayuda a entender los problemas de fábrica mediante la observación y hablando con los trabajadores de planta.
Un proceso lo suficientemente automatizado para que por si mismo pueda detectar el mal funcionamiento de los procesos o defectos de los productos, detenerse por si solo y alertar al operario.
Al autonomizar un proceso los trabajadores pueden trabajar en varias máquinas y estaciones de trabajo, reduciéndose así los costes de mano de obra, y al mismo tiempo, se mejora la calidad al reducir los fallos.
Sistema de fabricación que consiste en que la demanda tira del proceso productivo y es el personal que interviene en un determinado proceso quien ha de acudir al proceso anterior para recoger las unidades necesarias en la cantidad y momento adecuados.
Se trata de considerar el flujo de producción en el sentido inverso al tradicional.
Reduce el nivel de inventario, mejora el cash flow y minimiza las necesidades de espacio.
Estrategia consistente en el trabajo conjunto de manera proactiva de los empleados para conseguir mejoras incrementales en un proceso, en un área, y en la empresa.
Combina el talento colectivo de todos los trabajadores de la empresa para crear una cultura capaz de eliminar continuamente los desperdicios procedentes de los procesos de fabricación.
Método para regular el flujo de piezas interno en fábrica, con proveedores y con clientes externos.
Se basa en la reposición automática a través de tarjetas de señalización que indican cuándo se necesitan más piezas.
Elimina los restos de inventario y equilibra la sobreproducción. Ayuda a reducir y eliminar inventario.
Un conjunto de indicadores diseñados para realizar un seguimiento y promover el progreso hacia los objetivos claves de la organización.
Es importante elegir bien los KPI’s, ya que pueden condicionar mucho el comportamiento de las personas y de la empresa.
Los KPI, indicadores clave de rendimiento, están alineados con los objetivos estratégicos de la empresa y ayudan a alcanzar esas metas.
Son útiles a la hora de comunicar y cuantificar los desperdicios (el OEE es un buen ejemplo), y se pueden medir y alcanzar por los todos los empleados de planta.
Lead Time es el tiempo que pasa desde que se inicia un proceso de producción hasta que se completa, teniendo en cuenta el tiempo requerido para entregar ese producto al cliente.
El Lead Time está íntimamente ligado con el WIP ( Work In Progress) o trabajo en curso, y con otros indicadores como plazo de entrega, stocks…
La reducción del Lead Time es un objetivo muy importante para aplicar lean manufacturing y reducir costes.
El camino para reducirlo pasa por la reducción de los lead time de todas las operaciones y procesos de fabricación.
Para aplicar Lean Manufacturing es preciso reducir stocks y para ello necesitamos que nuestros proveedores nos envíen cantidades menores y con mayor frecuencia acoplándose a nuestra demanda.
Nos permite reducir las necesidades financieras y de almacén pero se incrementan los costes de transporte.
Cualquier cosa en un proceso de fabricación que no añade valor desde el punto de vista del cliente, y por tanto, a la empresa.
Es el objetivo más importante en Lean Manufacturing y Lean Management: Eliminar los muda, los desperdicios.
Es un indicador de productividad que aglutina todos los conceptos incluidos en la utilización de los medios de la fabricación. Utiliza tres ratios:
Proporciona un punto de referencia, un sistema, a partir del cual se puede realizar un seguimiento de los progresos a la hora de eliminar desperdicios en un proceso de fabricación.
Un 100% de OEE significa que la producción es perfecta (sólo se fabrican productos en excelentes condiciones, lo más rápido posible, sin tiempos muertos).
Una metodología para implementar mejoras:
Es un sistema para poner mejoras en marcha:
Diseñar, detectar, y prevenir errores en los procesos de producción con el objetivo de lograr cero defectos.
Como control: En este caso se diseña un sistema para impedir que el error ocurra, utilizando formas o colores que diferencien cómo deben realizarse los procesos o como deben encajar la piezas.
Como advertencia: Para evitar que el error se produzca, diseñamos un dispositivo que reaccione cuando tenga lugar el fallo para advertir al operario de que debe corregirlo. Por ejemplo, esto se puede realizar instalando fotocélulas, sensores, alarmas, etc.
Nivelar, secuenciar la producción. Es una forma de programación de la producción que fabrica a propósito en lotes muy pequeños por secuenciación de variantes (mezcla) del producto dentro del mismo proceso.
Reduce los lead time (tiempos de entrega), ya que cada producto o variante se fabrica con más frecuencia, y el inventario, ya que los lotes son más pequeños.
Reducir los cambios y la configuración de una máquina a menos de 10 minutos. Las técnicas utilizadas son:
Permite la fabricación en lotes más pequeños, reduce el inventario y mejora la capacidad de respuesta al cliente.
Los conceptos de Lead-Time y Secuenciación-Nivelación (HEIJUNKA) son básicos para la aplicación del concepto de Takt-Time en la implantación del Lean Manufacturing.
Takt, significa entre otras cosas ritmo, compás. Se define como takt-Time la cadencia a la cual un producto debe ser fabricado para satisfacer la demanda del cliente.
En un puesto, una línea o un taller donde se produce a un ritmo inferior al del cliente, es decir que el tiempo de ciclo es superior al takt time, necesitaremos horas extras o más turnos para poder conseguir la producción que el cliente nos pide.
Al contrario, cuando el tiempo de ciclo es menor al takt-time estaremos generando sobreproducción.
El objetivo al organizar la producción es hacer coincidir al máximo el tiempo de ciclo con el tiempo takt.
Como la demanda cambia con el tiempo deberemos definir formas de trabajo ágiles y flexibles que mantengan su eficacia al acoplarse a los cambios del tiempo takt o demanda del cliente.
Es una técnica global de mantenimiento.
Al contrario del enfoque tradicional en el que unas personas se encargan de producir y otras de reparar.
Consiste en habilitar e implicar a toda la plantilla para el cuidado, limpieza y mantenimiento preventivos, logrando de esta forma que no se lleguen a producir averías, accidentes ni defectos.
El TPM tiene un alto impacto en la reducción de los costes, mejora de los tiempos de respuesta, fiabilidad de suministros, en el conocimiento que poseen las personas y la calidad de los productos y servicios finales.
VSM es una técnica gráfica que permite visualizar todo un proceso, visualizando el flujo de información y materiales necesarios para que un producto o servicio llegue al cliente.
Para identificar las actividades que no agregan valor al proceso y eliminarlas.
VSM se utiliza para establecer planes de mejora y focalizarse en el punto del proceso donde se obtienen los mejores resultados.







